- 1
- 2
联系我们
城池工业炉
地址:合肥市庐江军二中路17号
电话:0551-8776 6627
手机:13866126226
邮箱:hfchengchi@163.com
网址:www.cuihuocao.com
| 淬火介质冷却性能探头 |
| 时间: 2023-03-11 |
|
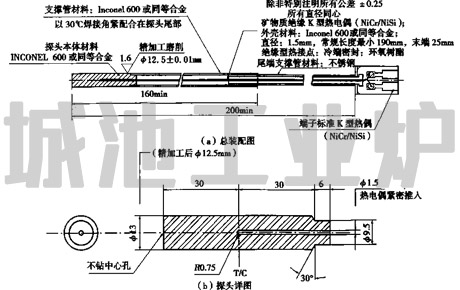
探头
表 探头的技术要求
|
|
上一篇: 淬火介质冷却性能实验装置 下一篇: 淬火介质冷却性能加热设备 |

地址:合肥市庐江军二中路17号
电话:0551-8776 6627
手机:13866126226
邮箱:hfchengchi@163.com
网址:www.cuihuocao.com
| 淬火介质冷却性能探头 |
| 时间: 2023-03-11 |
|
探头
表 探头的技术要求
|
|
上一篇: 淬火介质冷却性能实验装置 下一篇: 淬火介质冷却性能加热设备 |